




ਉਸਾਰੀ ਆਟੋਮੇਸ਼ਨ ਉਪਕਰਨ ਵਿੱਚ ਚਾਕੂ ਸਰਵੋ ਸਿਸਟਮ ਦਾ ਪਿੱਛਾ ਕਰਨਾ


ਉਤਪਾਦ ਜਾਣ-ਪਛਾਣ:
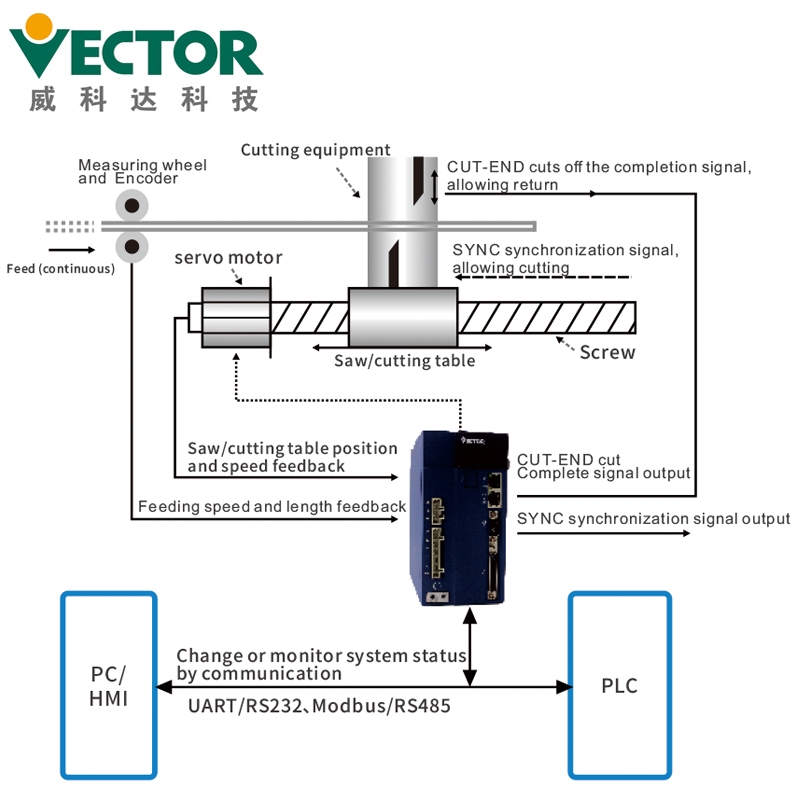
VEC-VCF ਚੇਜ਼-ਕਟਿੰਗ ਸਪੈਸ਼ਲ ਸਰਵੋ ਵਿੱਚ ਆਟੋਮੈਟਿਕ ਚੇਜ਼-ਕਟਿੰਗ ਕੰਟਰੋਲ ਫੰਕਸ਼ਨ ਸ਼ਾਮਲ ਹੁੰਦਾ ਹੈ।ਪ੍ਰੋਸੈਸਡ ਸਮੱਗਰੀ ਦੀ ਫੀਡਿੰਗ ਸਪੀਡ ਦੇ ਨਾਲ, ਆਰਾ ਟੇਬਲ ਦੀ ਅੱਗੇ ਦੀ ਗਤੀ ਆਪਣੇ ਆਪ ਨਿਯੰਤਰਿਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ.ਜਦੋਂ ਨਿਰਧਾਰਤ ਲੰਬਾਈ ਤੱਕ ਪਹੁੰਚ ਜਾਂਦੀ ਹੈ, ਇਹ ਸਮਕਾਲੀਕਰਨ ਜ਼ੋਨ ਵਿੱਚ ਦਾਖਲ ਹੁੰਦਾ ਹੈ ਅਤੇ ਪ੍ਰਕਿਰਿਆ ਲਈ ਇੱਕ ਕਟਿੰਗ ਸਿਗਨਲ ਭੇਜਦਾ ਹੈ ਜਦੋਂ ਆਬਜੈਕਟ ਨੂੰ ਆਰਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਕੱਟਣ ਨੂੰ ਪੂਰਾ ਕਰਨ ਦਾ ਸਿਗਨਲ ਜਾਰੀ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਆਰਾ ਟੇਬਲ ਅਗਲੀ ਕਟਿੰਗ ਲਈ ਤਿਆਰੀ ਕਰਨ ਲਈ ਤੇਜ਼ੀ ਨਾਲ ਮੂਲ ਵੱਲ ਵਾਪਸ ਆ ਜਾਂਦਾ ਹੈ।ਉਤਪਾਦ ਇਸ ਲਈ ਢੁਕਵਾਂ ਹੈ: ਹਰ ਕਿਸਮ ਦੀ ਬਾਰ, ਪਾਈਪ, ਐਕਸਟਰੂਡ ਪ੍ਰੋਫਾਈਲ ਲੰਬਾਈ ਫਿਕਸਿੰਗ, ਫਿਲਿੰਗ/ਟੀਕਾ ਅਤੇ ਹੋਰ ਵਿਸ਼ੇਸ਼ ਪ੍ਰੋਸੈਸਿੰਗ ਉਪਕਰਣ ਜਿਨ੍ਹਾਂ ਨੂੰ ਕੰਮ ਦੇ ਟੁਕੜੇ ਨਾਲ ਜਾਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ਉਤਪਾਦ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ:
1. ਆਟੋਮੈਟਿਕਲੀ ਮਕੈਨੀਕਲ ਮੂਲ (ਪੂਰਨ ਤਾਲਮੇਲ ਵਿਧੀ) ਲੱਭੋ;
2. ਅੱਗੇ ਅਤੇ ਉਲਟਾ ਜਾਗ ਕਰੋ, ਆਪਹੁਦਰੇ ਤੌਰ 'ਤੇ ਮਸ਼ੀਨ ਦੀ ਸ਼ੁਰੂਆਤ (ਰਿਲੇਟਿਵ ਕੋਆਰਡੀਨੇਟ ਵਿਧੀ) ਦਿਓ;
3. S-ਕਰਵ ਪ੍ਰਵੇਗ ਫੰਕਸ਼ਨ ਜੋ ਮੁੱਖ ਲਾਈਨ ਦੀ ਫੀਡ ਸਪੀਡ ਨੂੰ ਆਪਣੇ ਆਪ ਟਰੈਕ ਕਰਦਾ ਹੈ
ਅਤੇ ਪ੍ਰੀਲੋਡ ਦੀ ਗਣਨਾ ਕਰਦਾ ਹੈ
4. S-ਕਰਵ ਪ੍ਰਵੇਗ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਟੋਰਕ ਮੁਆਵਜ਼ੇ ਨੂੰ ਵੀ ਤੇਜ਼ੀ ਨਾਲ ਸਮਕਾਲੀ ਕਰਨ ਅਤੇ ਕੱਟਣ ਦੀਆਂ ਗਲਤੀਆਂ ਨੂੰ ਘਟਾਉਣ ਲਈ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ;
5. ਚਾਰ-ਖੰਡ S ਕਰਵ (ਅੱਗੇ ਦੀ ਪ੍ਰਵੇਗ/ਧੀਮੀ, ਉਲਟਾ ਪ੍ਰਵੇਗ/ਡਿਲੇਰੇਸ਼ਨ), ਵੱਖਰੇ ਤੌਰ 'ਤੇ ਸੈੱਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ;
6. ਪ੍ਰਿੰਟ ਮਾਰਕ ਨੂੰ ਪਛਾਣੋ ਅਤੇ ਕੱਟਣ ਦੀ ਲੰਬਾਈ ਨੂੰ ਆਪਣੇ ਆਪ ਠੀਕ ਕਰੋ;
7. ਮਾਰਕ ਪਛਾਣ ਦੀ ਯੋਗਤਾ ਨੂੰ ਵਧਾਉਣ ਲਈ ਵਿਰਾਮ ਚਿੰਨ੍ਹ ਛਾਪਣ ਲਈ ਮਾਰਕ-ਵਿੰਡੋ ਸੈਟਿੰਗ ਪ੍ਰਦਾਨ ਕਰੋ;
8. ਆਰਡਰ ਮੈਨੇਜਮੈਂਟ ਫੰਕਸ਼ਨ, ਆਰਡਰ ਦੇ ਚਾਰ ਸਮੂਹਾਂ ਨੂੰ ਵਿਲ 'ਤੇ ਬਦਲਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਉਤਪਾਦ ਵੇਰਵੇ:
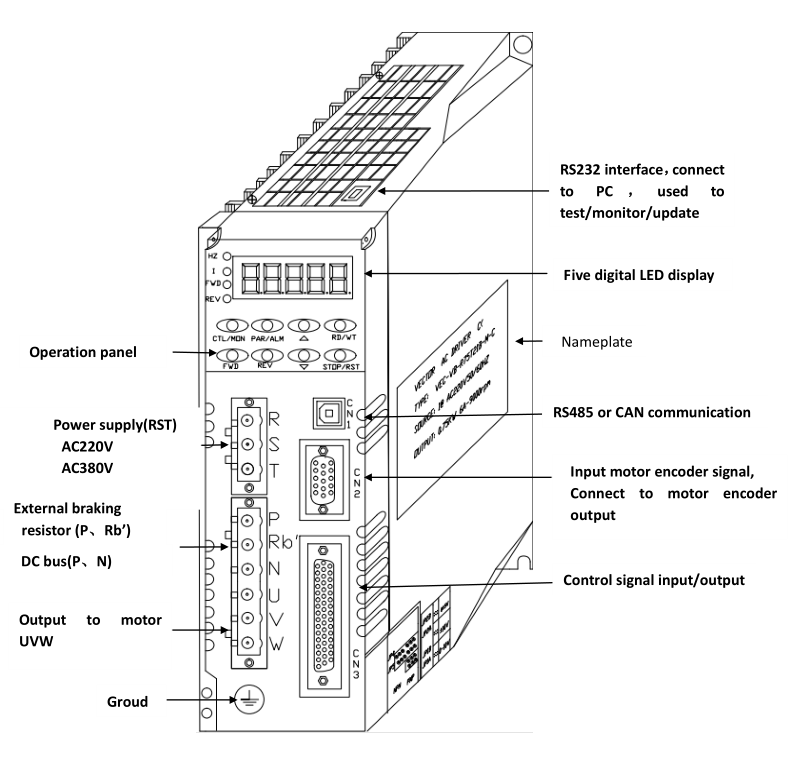




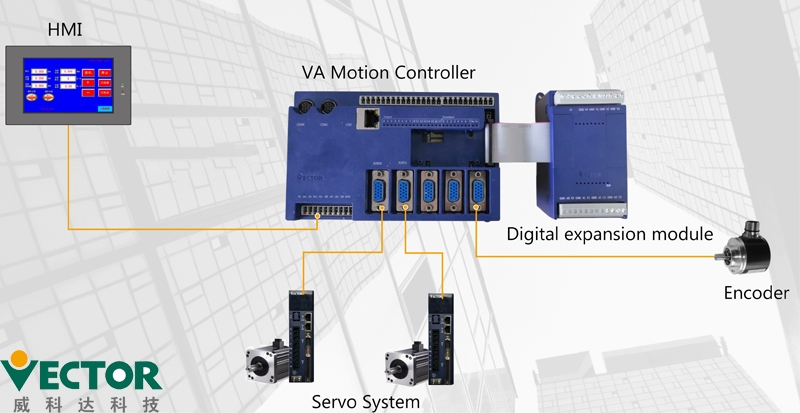
ਕੰਟਰੋਲ ਸੈਕਸ਼ਨ:
ਮੋਸ਼ਨ ਕੰਟਰੋਲਰ: VEC-VA-MP-005MA
IO ਵਿਸਥਾਰ ਮੋਡੀਊਲ: VEC-VA-EX-8IO *1
HMI: VEC-2104X-S
ਸਰਵੋ ਡਰਾਈਵ ਭਾਗ: ਟ੍ਰੈਕਸ਼ਨ ਸਰਵੋ ਡਰਾਈਵਰ: VEC-VC-022H33D-M-CA
ਝੁਕਣ ਵਾਲਾ ਸਰਵੋ ਡਰਾਈਵਰ: VEC-VC-02733H-ME
ਸਰਵੋ ਮੋਟਰ ਭਾਗ: ਟ੍ਰੈਕਸ਼ਨ ਸਰਵੋ ਮੋਟਰ: 200FMB-01520E33F-MF2IA
ਝੁਕਣ ਸਰਵੋ ਮੋਟਰ: 180ME-4R415A33F-MF2K
ਉਪਕਰਣ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ:
ਹੂਪ ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ VA ਮੋਸ਼ਨ ਕੰਟਰੋਲਰ ਨੂੰ ਕੰਟਰੋਲਰ ਵਜੋਂ ਅਪਣਾਉਂਦੀ ਹੈ, ਜਿਸਦਾ ਉੱਚ ਪ੍ਰਤੀਕਿਰਿਆ ਅਤੇ ਸਕੈਨ ਚੱਕਰ ਹੁੰਦਾ ਹੈ
ਘੱਟੋ-ਘੱਟ 1ms ਹੈ, ਸਾਰੀ ਪ੍ਰੋਸੈਸਿੰਗ ਕਿਰਿਆ ਨਰਮ ਹੈ, ਅਤੇ ਮਸ਼ੀਨ 'ਤੇ ਪ੍ਰਭਾਵ ਘੱਟ ਹੈ।ਕੰਟਰੋਲ ਕਰਦਾ ਹੈ
ਪੂਰਵ-ਖੁਆਉਣਾ ਅਤੇ ਪੂਰਵ-ਝੁਕਣ ਨਾਲ ਸੰਬੰਧਿਤ ਪ੍ਰੋਸੈਸਿੰਗ ਸਮੇਂ ਨੂੰ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਘਟਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।ਉਦਾਹਰਣ ਵਜੋਂ 200*200 ਰਕਾਬ ਲਓ,
ਅਸਲ ਮਾਪ ਸਿਰਫ 3.3 ਸਕਿੰਟਾਂ ਵਿੱਚ ਪੂਰਾ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, 18 ਪ੍ਰਤੀ ਮਿੰਟ ਤੋਂ ਵੱਧ ਤੱਕ ਪਹੁੰਚਦਾ ਹੈ, ਅਤੇ ਕੁਸ਼ਲਤਾ ਦੀ ਤੁਲਨਾ PLC ਸੰਸਕਰਣ ਨਾਲ ਕੀਤੀ ਜਾਂਦੀ ਹੈ - 4 ਸਕਿੰਟਾਂ ਦੇ ਕ੍ਰਮ ਨੂੰ ਕਾਫ਼ੀ ਘਟਾਇਆ ਗਿਆ ਹੈ